KE-Schweißen durch Kondensatorentladung
Beschreibung des KE-Schweißverfahrens
Das KE-Schweißen ist ein modifiziertes
Widerstandsschweissverfahren. Das Verfahren zeichnet sich durch eine hohe Reproduzierbarkeit jeder Schweissung sowie geringen Betriebskosten aus.
Der Ablauf erfolgt durch eine Kombination von mechanischem Druck und elektrischer Energie. Wobei beide Grössen durch Regelkreise konstant gehalten werden. Dabei gilt es, den Strom möglichst auf die
Stelle zu konzentrieren, um unnötigen Wärmeverlust zu umgehen.
Die Qualität des KE-Schweißen hängt neben dem Druck maßgeblich von folgenden Faktoren ab:
-
hohe Energie
- kurze Zeiten
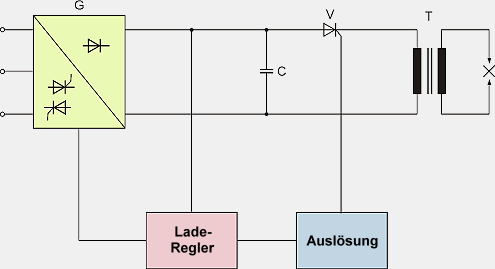
Wie dieses erreicht wird kann anhand eines einfachen Prinzipschaltbildes erklärt werden.
 Verfahren_Kondensatorentladungsschweißen
Verfahren_Kondensatorentladungsschweißen
Die Schweissenergie wird bei diesem Verfahren im Speicherkondensator [C] gesammelt und anschließend über Hochleistungsthyristor [V] in den Schweisstransformator [T] entladen, der dann sekundärseitig den für die Schweissung benötigten, nur Millisekunden dauernden Hochstrom-Impuls von mehreren 100.000 A erzeugt. Geeignete Schweissbuckel sorgen für einen hohen Übergangswiderstand und zwingen den Energiefluss auf diese kleine Kontaktfläche der Schweissteile. Dadurch wird eine Stromdichte erzielt, die den Schweissbuckel zum Schmelzen bringt, und der mechanische Druck sorgt schließlich für ein einheitliches Gefüge an der Schweissverbindung.
KE-Schweißmaschinen bieten Ihnen folgende Vorteile:
- genau kontrollierte Schweissenergie durch geregelte Kondensatorladung
- Schweissung in Millisekunden, kaum Verfärbung bzw. thermische Belastung der Schweissumgebung
- Entlastung der Versorgungsnetze, da Schweissung aus Kondensatorbatterie
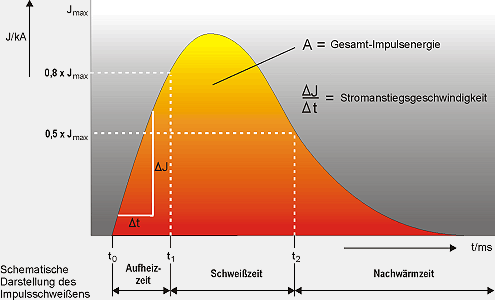
Der Schweissimpuls sieht üblicherweise wie folgt aus:
 Impulsschweißkurve
Impulsschweißkurve
Die Schweisszeit [t1- t2] beträgt je nach Leistung und Gerätetyp zwischen 4 und 12 ms. Die Energie wirkt fast ausschließlich in der Schweisszone. Die Wirkung ist extrem kurz. Das umliegende Material mit seinen Eigenschaften kaum beeinflusst. Sollten dennoch bei sehr hohen Energien Randgebiete durch Wärmeeinwirkung spröde werden, kann ein definierter zweiter Impuls diesen Effekt rückgängig machen.
Aufgrund der Besonderheiten, die das Widerstands-Impulsschweissen auszeichnen, gibt es eine Reihe von technischen und kaufmännischen Vorteilen, die für den Einsatz dieses KE-Schweißenbei vielen Schweissaufgaben sprechen.
- Besondere Anwendungen:
- Fügen unterschiedlicher Materialien.
- Fügen beschichteter Materialien.
- Fügen von Folien.
- Fügen von Blechen mit unterschied-licher Dicke.
- Qualitätssteigerung:
- enge Toleranzgrenzen sichern Reproduzierbarkeit.
- Prozessüberwachung erlaubt einfachen Einbau in Fertigungsstrassen.
- Einzelschweissungskontrolle garantiert fl üssigkeits- und gasdichte Verbindungen.
- Betriebskostensenkung:
- geringe Energiekosten, da wenig Verluste beim Fügen.
- niedrige Netzanschlusswerte durch Verwendung von Energiespeicherkondensatoren.
- lange Elektrodenstandzeiten, da keine Beschädigung der Werkstückoberflächen.
- hohe Taktfolge.
- keine Verwendung von Kühlflüssigkeiten erforderlich.
- Einsparung von Arbeitsschritten:
- geringe Erwärmung der Werkstücke verhindert Verzug.
- Oberflächenerhalt macht Nachbehandlung über flüssig.
- da geringe thermische Belastung bleiben Materialeigenschaften nahezu erhalten.
Ist das KE-Schweißen für Ihre Anwendung geeignet?
Sie können es schnell von uns erfahren, sofern Sie uns:
- Ihre Aufgabe schildern
- Zeichnungen der zu verschweissenden Teile schicken
- Materialangaben der Werkstücke machen
Sollte es sich nach erster Prüfung um eine für unser Verfahren geeignete Aufgabe handeln, treten wir selbstverständlich auch den praktischen Beweis an, indem wir Ihre Teile in unserem Applikationslabor nach Ihren Angaben schweissen. Das Ergebnis können Sie anschließend in Ihrem Hause prüfen.
Sprache / Language
KE-Schweißzelle der
Serie CDWM 3000 / 5000
 CDWM 3000 / 5000
CDWM 3000 / 5000
 Maschinenpark
Maschinenpark
 DIN EN ISO - Zertifikat
DIN EN ISO - Zertifikat
| BOKLI |
| Bock & Klingeberg GmbH |
| Liebigstraße 5 |
| 31061 Alfeld / Leine |
| Tel. 0 51 81 / 85 40 40 |
| Fax. 0 51 81 / 85 40 49 |
| Mail. info@bokli.de |
 Firmengebäude
Firmengebäude